Методика оценки производственных возможностей предприятия. Система сбалансированных показателей Очереди и заторы
Сен 30th 14 11:37
Рассмотрим такой сценарий: вы владеете автотранспортной компанией, и недавно у вас возникла проблема в процессе доставки товара вашему клиенту. Нагрузка на заводе гладко распределена, но как только ваши грузовики прибывают на склад, отлаженной системе дистрибуции приходит конец. Грузовики обычно ждут от шести до восьми часов, прежде чем работники смогут разгрузить их. Каждую минуту, пока ваши грузовики простаивают, ваша компания теряет деньги. Вы решаете провести расследование, чтобы выяснить, почему грузовики вынуждены ждать, и вы обнаружите нечто удивительное: причина, по которой они ждут, заключается в том, что никто не уведомляет склад о прибытии фуры. В результате, когда грузовик прибывает на склад, вилочный погрузчик занят в другом здании. Поэтому ваш грузовик должен ждать, пока погрузчик не освободиться.
Теперь вы начинаете задаваться вопросом - почему никто не уведомляет склад о том, что грузовики находятся в пути. Вы исследуете все более подробно и узнаете, что человек, который оповещал склад, покинул компанию несколько месяцев назад, а задача не была переведена на другого сотрудника. Таким образом, вы, сделав один телефонный звонок и делегировав полномочия, решили проблему на складе.
Это узкое место было довольно легко исправить. Но вы никогда не обнаруживали узкое место в ваших бизнес-процессах? Их сложнее решить, т.к. их труднее идентифицировать.
Что такое узкое место или бутылочное горлышко?
Узкое место в процессе возникает, когда вход работает быстрее выхода. Термин сравнивает активы (информационные, материалы, изделия, человеко-часы) с водой. Когда вода выливается из бутылки, она должна пройти через горлышко бутылки. Чем шире горлышко, тем больше воды (вход / активы) можно вылить.
Есть два основных типа узких мест:
Краткосрочные узкие места, вызванные временными проблемами. Хорошим примером является ситуация, когда ключевые члены команды заболели или пошли в отпуск. Никто не обладает достаточной квалификацией, чтобы взять на себя его проекты, а это вызывает отставание в работе, продолжающееся до тех пор, пока он не вернется.
Долгосрочные узкие места. Они действуют постоянно. Примером может быть ситуация, когда отчетность компании откладывается каждый месяц, потому что только один человек может выполнить ряд трудоемких задач - и он не может даже начать, пока ему не дадут окончательные цифры за месяц.
Выявление и исправления узких мест - крайне важный процесс на предприятии, ведь они могут вызвать много проблем с точки зрения потерянного дохода, недовольных клиентов, потерянного времени, некачественной продукции или услуг, и высокого напряжения у членов команды.
Как выявить узкие места
Выявление узких мест в производстве, как правило, довольно легкий процесс - просто посмотрите на сборочную линию и определите где скапливается больше всего деталей. В бизнес-процессах СМК все сложнее. Начните с себя. Есть ли процедура или ситуация, которая регулярно провоцирует стрессовые ситуации? Эти дефекты могут стать важными показателями.
Например, представьте, что вы несете ответственность за рассмотрение доклада, который каждую неделю готовит ваш коллега. Как только вы закончите, вы отдаете отчет другому члену команды, который должен опубликовать его в интрасети компании. Однако, в связи с рабочей нагрузкой, доклад часто лежит на вашем столе нескольких часов, поэтому, человеку, размещающему его, приходится постоянно ходить и напоминать вам про него. Это провоцирует стресс для вас, а также для вашего коллеги. В этом случае, вы являетесь узким местом.
Вот некоторые другие признаки узких мест:
Длительное время ожидания. Например, ваша работа задерживается, потому что вы ждете продукта, отчета или получения дополнительной информации. Или материалы проходят длительный процесс согласования перед внедрением в производственный процесс. Накопившаяся работа, так же является признаком «бутылочного горлышка». Таким образом, система менеджмента предприятия находится под ударом.
Эти инструменты будут полезны для выявления узких мест:
1. Блок-схемы
Используйте блок-схему, чтобы определить узкие места. Технологические схемы разбивают систему, детализируя каждый шаг процесса, в удобном для восприятия схематичном виде. После того как вы наметите процесс, гораздо проще будет увидеть проблему. Сядьте и определите каждый шаг процесса, который нуждается в нормальном функционировании.
Например, в сценарии грузоперевозок, о котором мы упоминали ранее, блок-схема может выглядеть следующим образом:
Шаг 1 — Товары производятся на заводе.
Шаг 2 — Товары загружаются в фуру.
Шаг 3 — Склад уведомляется о времени прибытия грузовика.
Шаг 4 — Складское расписание вилочного погрузчика редактируется в соответствии со временем прибытия.
Шаг 5 — Грузовик прибывает на склад и незамедлительно начинается разгрузка.
В этом случае задержка произошла потому шаги 3 и 4 не проводились, и это привело к долгому ожиданию между шагами 2 и 5. Создание блок-схемы для исследования проблемы помог бы вам быстро увидеть, где происходит «излом» процесса.
Техника «5 почему»
Техника «5 почему» также поможет вам определить и разблокировать узкое место. Для начала, определите проблему, которую вы хотите решить. Затем, спросите себя, почему эта проблема возникает. Продолжайте спрашивать себя «Почему?» на каждом шаге, пока не дойдете до первопричины.
Давайте снова рассмотрим наш пример с грузоперевозками. Вернитесь к началу, и представьте, что вы понятия не имеете, почему грузовики задерживаются.
Проблема: Грузовики вынуждены ждать часами на складе.
Почему? Поскольку погрузчик не готов разгрузить транспорт, когда тот прибывает. Почему погрузчик не готов? Потому что есть только один погрузчик, и он используется для других вещей. Плюс к этому, склад не знает когда прибудет грузовик. Почему склад не знает о времени прибытия фур? Потому что никто не позвонил, чтобы сказать им. Почему же никто не звонит на склад? Поскольку сотрудник, занимающийся этим, уволился несколько месяцев назад, но никто не взял на себя эту обязанности.
И есть решение. Вы уже определили причину - отсутствие ответственного за оповещение склада. Легко исправить данную ситуацию, делегировав задачу кому-то еще. Определяя причины, вы можете ясно увидеть то, что вам нужно изменить, чтобы устранить проблему.
Как преодолеть препятствия
У вас есть два основных варианта разгрузки узкого горлышка:
Повысить эффективность.
Уменьшить вход в узкое горлышко.
В нашем примере о грузоперевозках, очевидным решением было повышение эффективность, путем уведомления склада о приезде грузовика. Сможете ли вы повысить эффективность в других ситуациях, во многом будет зависеть от характера соответствующего процесса.
Другой вариант - уменьшать вход, конечно, это может прозвучать глупо. Но если одна часть процесса имеет потенциал производить больше продукции, чем вам, в конечном счете, нужно, возможно стоит избавиться от этого процесса.
Например, камеры контроля скорости могут «поймать» большое количество водителей, которые превышают ограничение скорости. Тем не менее, любое нарушение скорости должен быть обработано, а это влечет за собой расход человеческих ресурсов. Камеры могут поймать гораздо больше водителей, чем отделы обработки может справиться. Так, многие камеры запрограммированы для идентификации только тех водителей, которые превышают скорость только на определенное число, или для работы только в определенное время суток или в определенные дни недели. В результате, количество входов в систему снижается до уровня, который может быть обработан.
Выводы
Узкие места могут вызывать серьезные проблемы для любой компании, и выявления причин их возникновения является критическим. Ищите типичных признаков узких мест, например, накопившаяся работа, ожидание (людей, материалов или документов), и высокого напряжения, относящиеся к задаче или к процессу. Чтобы убедиться, что вы определили причину, а не только один из эффектов, используйте блок-схема или технику «5 почему».
Чтобы исследовать балансировку процесса и решение проблемы узких мест более подробно, прочитайте книгу «Цель» Элияху M Голдратта и Джеффа Кокса.
Термин «узкое место» является достаточно распространённым и популярным. Большая часть деятельности в lean как раз направлена на выявление и устранение и , препятствующих идеальному выполнению той или иной работы, функционированию того или иного . В любом процессе и в любой работе даже невооружённым взглядом всегда можно найти множество и . Термин «узкое место» как раз и отвечает на вопрос «с чего же начать? » Начните именно с него.
В переводе с английского, узкое место или bottle neck переводится как «горлышко бутылки». Это отличная аналогия для того, чтобы понять суть термина. Представьте, что вы хотите вылить воду или высыпать песок из бутылки. Вы не сможете сделать это быстро, бутылка будет медленно опустошаться по мере вытекания воды (высыпания песка) через узкое горлышко бутылки. Чем уже горлышко, тем медленней скорость опустошения бутылки. Если проделать то же самое со стаканом (опустошить его), подобных проблем вы не встретите. Цилиндрическая форма стакана позволит выплеснуть всё содержимое без каких либо задержек. Возвращаясь к бутылке, представьте, что она имеет искажённую форму, например в виде песочных часов, т.е. у неё есть несколько таких горлышек разной величины (разного диаметра). При опустошении такой бутылки, или для того, чтобы высыпать песок из песочных часов вам понадобиться не меньше времени, т.к. вам придётся ожидать пока всё содержимое пройдёт через самое узкое горлышко (узкое место). Этот же принцип применим к любому процессу .
В производстве узкое место – это место (операция, работник или этап процесса), после которого работа обрывается и замедляется. Если взять несколько последовательных операций, то узким местом будет являться та операция (или несколько операций), которой превышает , определённого потребностью Заказчика. Например, если время цикла трёх операций 10, 15 и 10 секунд соответственно. Время такта составляет 12 секунд, следовательно, операция №2 является явным узким местом, т.к. как бы безупречно не работали две других операции, в конечном итоге они будут ожидать операцию №2, а Заказчик будет получать единицу готового изделия не через 12, а через 15 секунд.
Узкое место в операциях наглядно видно, если представить загрузку в виде . В масштабах потока при помощи можно также увидеть узкие места: там, где по различным причинам завышено . Причинами может быть не только технология выполнения самой операции, но и наличие огромного количество потерь внутри неё, а также наличие периодически возникающих проблем, также увеличивающих фактическое время цикла. Индикатором наличия узкого места в потоке создания ценности всегда являются запасы. Они образуются перед операциями, время цикла которых объективно больше времени цикла остальных операций. Они появляются перед особо проблемными операциями, которые часто останавливаются ввиду частых (поломок, проблем с качеством и т.п.).
Рассмотрев любой , вы всегда можете увидеть узкое место, то есть тот его этап, который сдерживает весь процесс, не даёт ему работать быстрее и эффективнее. Помимо , и часто для определения узкого места достаточно просто понаблюдать за процессом, обратить внимание на наличие индикатора (запасов).
Для окончательного понимания сути узкого места, приведём пример из жизни. Три друга собираются пойти на футбол, договорившись встретиться у стадиона в назначенное время, но один из них опаздывает и остальным приходится его ждать, пропуская интересное начало матча.
В завершение ещё раз повторим, зачем нам нужно отдельное понятие. А точнее, зачем следует уметь определять узкие места. Вернитесь к приведённым выше примерам и подумайте, есть ли смысл улучшать другие операции, работать над другими проблемами, если не заниматься узким местом? Конечно, нет. Умение правильно определить узкое место и сконцентрировать внимание на нём – начинать улучшения или решение проблем именно с него, – является неким принципом расстановки приоритетов в lean. Это логично, понятно и очевидно, однако на практике часто встречаются улучшения (в проектах и текущей работе), направленные куда угодно, но не на узкое место.
Выполним расчет плановой загрузки оборудования и определим "узкие места". Построим календарный план производства и проанализируем производственную программу на предмет ее выполняемости.
Определение узких мест производственной программы. Расчет и баланс загрузки оборудования при планировании производства.
Любой начальник производства регулярно задается вопросом «Сможет ли он сделать все запланированные заказы в срок . Достаточно ли для этого производственных мощностей предприятия? Насколько напряженной предполагается работа в этом плановом периоде?»
В данном ролике будут продемонстрированы модули системы TCS , позволяющие, во-первых, рассчитать и проанализировать объёмные показатели загрузки оборудования в интересующий временной период, а во-вторых, визуализировать календарный план производства в виде диаграммы Ганта с одновременным отображением загрузки интересующего оборудования.
Итак, в качестве исходных данных в системе TCS уже созданы производственные заказы на готовые изделия - монтажные шкафы в различной комплектации и количестве, и заказ на изготовление унифицированных комплектующих собственного производства для поддержания норматива складского запаса.
У каждого из этих заказов определена ориентировочная дата выпуска. Для заказов товарной продукции это обычно условия договора, для внутреннего заказа это приблизительно середина месяца. Напомним, что на складе у нас есть определенный запас унифицированных комплектующих (резерв), из которого и будут комплектоваться заказы первой половины месяца. А изготовленные к середине месяца позиции внутреннего заказа пойдут на восстановление складского резерва и комплектование остальных заказов периода.
Следующим шагом выполним расчёт дат запуска для товарных позиций и их составляющих, а также комплектующих, изготавливаемых отдельным заказом для склада унифицированных деталей. Выделим все производственные спецификации планового периода и запустим макрос "Расчёт дат запуска/выпуска ".
В результате, для всех изготавливаемых деталей и сборочных единиц мы получаем ориентировочные даты начала и окончания производства, рассчитанные исходя из заданных сроков и применяемых технологических процессов.
Сделаем эти производственные спецификации рабочими , и получим на соответствующей закладке номенклатурный план производства . В нём перечислены позиции с количеством, которое необходимо изготовить, и сроки.
Итак, самая ранняя дата запуска партии – 18 февраля, самая поздняя дата выпуска – 23 марта 2010 года.
На закладке "Техпроцесс " представлена более детальная информация, а именно план по операциям. Т.е. список всех работ, которые необходимо выполнить для изготовления всех запланированных позиций. Для каждой работы рассчитана трудоемкость её выполнения, а также в соответствии с технологическим процессом отображено оборудование, цех, участок, профессия и разряд.
Также, в системе TCS ведется информация о станочном парке предприятия, т.е. реальном количестве каждой модели оборудования и их наличие в подразделениях. Например, у нас на первом участке седьмого цеха расположены пресс Amada и пресс FINN-POWER, на втором участке оборудование для сварки, на третьем столы для сборки и контроля.
Для оценки выполнимости данного плана используем модуль "" системы TCS . Установим даты начала и конца периода, в который предполагается выполнять запланированные работы, а именно 18 февраля и 23 марта 2010 года. Выполним расчёт.
В результате расчёта показывается список всех моделей оборудования, задействованных для выполнения работ. Указывается, в какие группы оно входит и где расположено. Для каждой модели считается фонд рабочего времени в часах на заданный период. При расчёте учитывается количество этого оборудования в подразделении и график его плановых ремонтов и обслуживания. Также, рассчитывается, сколько часов суммарно данное оборудование будет занято выполнением запланированных операций. В последней колонке отображается плановая загрузка.
На практике, в зависимости от величины предприятия и его структуры данный список может быть очень большим (много цехов, участков, моделей). Реально работать с таким объемом информации может быть затруднительно. Поэтому для удобства можно воспользоваться различными настройками.
Например, показать загрузку только по одному интересующему нас подразделению. Выберем первый участок двенадцатого цеха или второй участок седьмого цеха. Можно показать загрузку только интересующей нас Группы оборудования , например, Контрольной . Оборудование этой группы присутствует в разных подразделениях предприятия.
Чтобы быстро выявить потенциальные узкие места нашего производственного плана достаточно ввести пороговое значение загрузки . Введем 70%, считая, что оборудование, загрузка которого в плановом периоде превышает 70-80%, составляет так называемую группу риска. Скроем строки с меньшей загрузкой. В нашем примере только гидравлический координатно-револьверный пресс FINN-POWER загрузится более чем на 70%, т.е. для плана на март, он является тем самым узким местом.
Случайный выход из строя данного оборудования может привести к срывам исполнения если не всего плана, то многих заказов планового периода. Что обычно приводит не только к финансовым штрафным санкциям, но и к потерям не финансового характера. Например, это негативное событие может повлиять и на деловую репутацию предприятия.
Изучим, на какое оборудование также следует обратить особое внимание. Вводим пороговое значение 50% и просто раскрасим такие строки в выбранный цвет. К FINN-POWER добавился листогибочный пресс Amada , его расчётная загрузка составляет 57%. Все остальные цеха и оборудование в них загружены не так сильно и, скорее всего, не потребуют к себе повышенного внимания плановика.
Таким образом, используя модуль "", можно сделать следующие выводы:
Осуществим или не осуществим, принципиально, наш план. Критерием этой оценки будет превышение 100% загрузки по какой-либо модели. Если где-то загрузка более 100%, то не помогут никакие современные методы оптимизации производственного расписания. В этом случае надо увеличивать фонд работы оборудования, т.е. либо увеличивать временной период, либо нанимать дополнительный персонал, который будет трудиться во вторую смену, либо запускать рядом второй экземпляр оборудования.
План нашего примера не имеет ни одной позиции, у которой значение загрузки превышало бы 100%. Значит, по крайней мере, теоретически, заданный объём работ возможно выполнить в установленные сроки на имеющемся оборудовании.
Осуществим или не осуществим план в реалиях нашего производства. Данная оценка также позволяет сделать вывод о выполнимости представленного плана, но не теоретически, как первая, а ближе к жизни и индивидуальным особенностям каждого производства. Например, очевидно, что загрузка оборудования в 99%, позволит выполнить план, только при условиях работы без сбоев, задержек и простоев, когда все системы продублированы и на предприятии работают роботы. В реальности же сбои и задержки регулярно случаются по разным причинам. То материал во время не привезли, то станок не наладили, то рабочий заболел, то авария в электросети и т.д. и т.п. Поэтому на каждом предприятии, даже для разных цехов и участков этого предприятия или разного вида работ этот критерий имеет различное значение. Например, для одного участка критической считается загрузка в 80%, а для другого – 60%.
Т.е. для каждого типа работ или участка можно выполнить сравнение с соответствующим индивидуальным пороговым значением, которое опытным плановикам обычно известно из практики.
Соответствует ли структура существующего на предприятии станочного парка производственной программе. Такой вывод будет особенно полезен для предприятий, имеющих стабильную производственную программу, т.е. производственный план которых можно построить заранее, и он не подвержен сильным изменениям из месяца в месяц.
В нашем примере большинство моделей оборудования не загружено и на 40%, в то время как загрузка пресса FINN-POWER
достигает критического значения. Если бы подобное положение дел имело место в серийном производстве, то для увеличения объема производства, нам следовало бы купить в первую очередь именно заготовительное оборудование.
Теория ограничений систем была сформулирована в 80-е годы ХХ в. и касалась управления производственными предприятиями. Кратко ее суть сводится к тому, что в каждой производственной системе действуют ограничения, сдерживающие эффективность. Если устранить ключевое ограничение, система заработает значительно эффективнее, чем если пытаться воздействовать на всю систему сразу. Поэтому процесс совершенствования производства нужно начинать с устранения узких мест.
Сейчас термин bottleneck может использоваться для в любой отрасли — в сфере услуг, разработке программного обеспечения, логистике, повседневной жизни.
Что такое bottleneck
Определение bottleneck звучит как место в производственной системе, в котором возникает перегрузка, потому что поток материалов поступает слишком быстро, но не может быть так же быстро переработан. Часто это станция с меньшей мощностью, чем предыдущий узел. Термин произошел из аналогии с узким горлышком бутылки, которое замедляет путь жидкости наружу.

Bottleneck — узкое место в производственном процессе
На производстве эффект бутылочного горлышка вызывает простои и производственные издержки, снижает общую эффективность и увеличивает сроки отгрузки продукции заказчикам.
Существует два типа узких мест:
- Краткосрочные узкие места — вызваны временными проблемами. Хороший пример — больничный или отпуск ключевых сотрудников. Никто в команде не может полноценно заменить их, и работа останавливается. На производстве это может быть поломка одного из группы станков, когда его нагрузка распределяется между рабочим оборудованием.
- Долгосрочные узкие места — действуют постоянно. Например, постоянная задержка месячных отчетов в компании из-за того, что один человек должен обработать огромное количество информации, которая поступит к нему лавиной в самом конце месяца.
Как определить bottleneck в производственном процессе
Существует несколько способов поиска bottleneck на производстве разного уровня сложности, с применением специальных инструментов и без. Начнем с более простых способов, основанных на наблюдении.
Очереди и заторы
Процесс на производственной линии, который собирает перед собой самую большую очередь из единиц незавершенного производства, обычно является бутылочным горлышком. Такой способ поиска bottleneck подходит для штучного конвейерного производства, например, на линии разлива. Хорошо видно, в каком месте линии скапливаются бутылки, и какой механизм имеет недостаточную мощность, часто ломается или обслуживается неопытным оператором. Если на линии несколько мест скопления, то ситуация сложнее, и нужно использовать дополнительные методы, чтобы найти самое критичное узкое место.
Пропускная способность
Пропускная способность всей производственной линии прямо зависит от выхода оборудования bottleneck. Это характеристика поможет найти главное бутылочное горлышко процесса производства. Увеличение выпуска единицы оборудования, которая не является узким местом, существенно не повлияет на общий выпуск линии. Проверив поочередно все оборудование, можно выявить bottleneck — то есть тот шаг, увеличение мощности которого больше всего повлияет на выход всего процесса.
Полная мощность
Большинство производственных линий отслеживают процент загрузки каждой единицы оборудования. Станки и станции имеют фиксированную мощность и в процессе производства используются на определенный процент от максимальной мощности. Станция, которая задействует максимум мощности — bottleneck. Такое оборудование сдерживает процент использования мощности другого оборудования. Если вы увеличите мощность bottleneck, то мощность всей линии вырастет.
Ожидание
Процесс производства также учитывает время простоев и ожидания. Когда на линии есть бутылочное горлышко, то оборудование, идущее сразу ним, долго простаивает. Bottleneck задерживает производство и следующий станок не получает достаточно материала, чтобы работать непрерывно. Когда вы обнаружите станок с длинным временем ожидания, то ищите на предыдущем шаге бутылочное горлышко.
Кроме наблюдения за производством, для выявления узких мест используются такие инструменты:
Value Stream Mapping — карта создания потоков ценности
Как только вы выясните причину или причины узких мест, нужно определить действия для расширения бутылочного горлышка и наращивания производства. Возможно, вам понадобится переместить сотрудников в проблемную зону или нанять дополнительный персонал и закупить оборудование.
Бутылочное горлышко может возникнуть там, где операторы перенастраивают оборудование для производства другого продукта. В таком случае нужно подумать, как сократить простои. Например, изменить график производства, чтобы уменьшить количество переналадок или уменьшить их влияние.
Как уменьшить влияние узких мест
Bottleneck менеджмент предлагает производственным компаниям использовать три подхода, чтобы уменьшить влияние узких мест.
Первый подход
Увеличение мощности существующих узких мест.
Существует несколько способов увеличить мощность узких мест:
- Добавьте ресурсы в ограничивающий процесс. Необязательно нанимать новых сотрудников. Кросс-функциональное обучение персонала может уменьшить влияние узких мест с незначительными затратами. В таком случае рабочие будут обслуживать сразу несколько станций и облегчать прохождение узких мест.
- Обеспечьте бесперебойную подачу деталей на узкое место. Всегда следите за незавершенным производством перед узким местом, управляйте подачей ресурсов на станцию bottleneck, учитывайте овертаймы, в течение которых оборудование также всегда должно иметь детали для обработки.
- Убедитесь, что узкое место работает только с качественными деталями. Не тратьте мощность и время работы узкого места на обработку брака. Размещайте точки контроля качества перед станциями bottleneck. Это повысит пропускную способность процесса.
- Проверьте график производства. Если в процессе выпускается несколько разных продуктов, которые требуют разного времени работы bottleneck, скорректируйте график производства так, чтобы общий спрос на bottleneck уменьшился
- Увеличьте время работы ограничивающего оборудования. Пусть bottleneck работает дольше, чем другое оборудование. Назначьте оператора, который будет обслуживать процесс во время обеденных перерывов, плановых простоев и, если нужно, сверхурочно. Хотя этот метод не уменьшит время цикла, он будет поддерживать работу bottleneck пока остальное оборудование будет простаивать.
- Сократите простои. Избегайте плановых и внеплановых простоев. Если оборудование bottleneck выйдет из строя во время рабочего процесса, немедленно отправьте ремонтную бригаду, чтобы починить и запустить его. Также постарайтесь сократить время переналадки оборудования с одного продукта на другой.
- Усовершенствуйте процесс именно в узком месте. Используйте VSM, чтобы устранить действия, не добавляющие ценности, и сократить время на добавление ценности, избавившись от потерь. В итоге вы получите более короткое время цикла.
- Перераспределите нагрузку на bottleneck. Если возможно, разделите операцию на части и назначьте их на другие ресурсы. В итоге вы получите более короткий цикл и возросшую мощность.

Второй подход
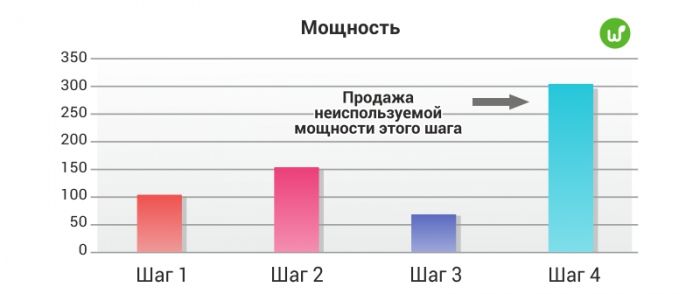
Продажа излишков производства, которые выпускает оборудование, не относящееся к бутылочному горлышку.
Например, у вас на линии 20 инъекционных прессов, а вы используете только 12 из них, потому что оборудование bottleneck не может переработать выпуск всех 20 прессов. В этом случае вы можете найти другие компании, которые заинтересованы в субподряде на операции литья под давлением. Вы будете в прибыли, потому что получите от субподрядчиков больше, чем ваши переменные расходы.
Третий подход
Сокращение неиспользуемой мощности.
Третий вариант оптимизации производства — распродать оборудование с экстра мощностью и сократить или переместить персонал, который его обслуживает. В этом случае мощность всего оборудования будет уравнена.

Примеры bottleneck вне производства
Транспорт
Классический пример — пробки на дорогах, которые могут постоянно образовываться в определенных местах, или появляться временно во время ДТП или проведения дорожных работ. Другие примеры — шлюз на реке, погрузчик, железнодорожная платформа.
Компьютерные сети
Медленный WiFi-роутер, подключенный к эффективной сети с высокой пропускной способностью, является узким местом.
Коммуникация
Разработчик, который шесть часов в день проводит на совещаниях, и только два часа пишет код.
Программное обеспечение
В приложения тоже есть узкие места — это элементы кода, на которых программа «тормозит», заставляя пользователя ждать.
"Железо" компьютера
Узкие места в компьютере — это ограничения аппаратных средств, при которых мощность всей системы ограничивается одним компонентом. Часто процессор рассматривается как ограничивающий компонент для видеокарты.
Бюрократия
В повседневной жизни мы часто сталкиваемся с узкими местами. Например, когда внезапно заканчиваются бланки для паспортов или водительских прав и вся система останавливается. Или когда нужно пройти медосмотр, а кабинет флюорографии работает всего три часа в день.
Вердикт
Узкие места в производстве, менеджменте и жизни — это точки потенциальных улучшений.
Расширение bottleneck даст ощутимый прирост производительности и эффективности.
А не обращать внимания на ограничивающие элементы системы — значит недополучать прибыль и работать хуже своих возможностей.
17. Анализ возникающих на предприятии узких мест.
Задача оперативного планирования производственной программы заключается в определении номенклатуры и объемов продукции. Для этого должны быть известны следующие данные:
1) цены на продукцию;
2) затраты на производство продукции;
4) располагаемые производственные мощности.
Проблематика планирования производственной программы
определяется прежде всего видом и количеством узких мест в производстве. Кроме того, значение имеют возможные альтернативные технологические процессы. Речь идет об устанавливаемом оборудовании и об интенсивности его использования в производственном процессе.
Возможны различные подходы к планированию производственной программы.
На предприятии существуют три принципиальных подхода:
а) Отсутствие узких мест.
Поскольку нет узких мест, то производиться может вся продукция.
б) Наличие одного узкого места.
Предположим, установлено, что на предприятии есть одно узкое место. Необходимо различать случаи единственного и возможного альтернативного технологического процесса.
Если переменные затраты в единицу времени одинаковы для всех продуктов, то нужно проверить, для всех ли продуктов и процессов суммы покрытия положительны или для отдельных комбинаций продуктов и процессов они отрицательны
Если известны выручка от продажи и переменные затраты на единицу продукции, а значит, и сумма покрытия, то оптимальную производственную программу можно сформировать поэтапно Ориентация на величину суммы покрытия позволяет последовательно составлять программу, если есть только одно узкое место.
в) Наличие нескольких узких мест.
Если при проверке программ сбыта и производства оказывается, что в производстве есть сразу несколько узких мест, то принять решение сложнее. В этом случае следует применять методы линейного программирования.
Планирование оптимальной производственной программы не должно осуществляться исключительно с затратной точки зрения, необходимо учитывать ориентированные на прибыль критерии. Данные расчетов по полным затратам недостаточны для планирования оптимальной производственной программы, поскольку при таких расчетах затраты не разделяются на переменные и постоянные. Наряду с затратами необходимо учитывать влияние управленческих решений на выручку от продажи и суммы покрытия. В связи с этим требуется использовать данные расчетов сумм покрытия.
Наличие одного узкого места может объясняться двумя причинами:
а) если производственный процесс одноступенчатый, то существующих мощностей оказывается недостаточно для производства максимально возможного количества всех продуктов с положительными суммами покрытия;
б) если производственный процесс многоступенчатый, то узкое место возникает только на одном участке, мощности которого не хватает для производства всех продуктов.


Если на предприятии есть узкое место, необходимо рассчитать относительные величины сумм покрытия в единицу времени загрузки узкого места по отдельным группам продуктов. С учетом этого следует изменить ранжированную последовательность производства продуктов с целью достижения оптимального значения производственного результата. Определение программы продаж и производства без учета располагаемых мощностей в узком месте приводит к снижению общей суммы покрытия. Это неверное решение, поскольку в таком случае предприятие теряет свои суммы покрытия









